������λ��s���^��늺������P�I�c
��λ��s���^��늺����ӵ���r������������_����ڃ�߅������ڵĜضȄ�Q���������� ���ֳ�����������ؕr�g������Ͻ�䓞�2—2.���犡�Ҫ���������ָМؾͿ�������������z����ǰҪ�L�ɽ�Q����λ��s���^�ܵ����I(y��)���ںS����һ�lƽ�о�������������p��λ�ڽM�������S�����������������Ɂy�����I(y��)����Ҫ�п�϶��������ܕr����������x�÷��ĊA�o���������M��������Ӿ��ʶ�λ�����ӣ�һ���������ǰ��������̎������������ٽ�����������˲顢�Cֱ�����ʩ�������������ǰ�����Ӳ�λ�ĺ�������������������ʶ�λ�������Ƀ�߅�����µĺ����c���֧���ųߕr���M���ܞ�늺����Ӱl(f��)�]���L�����������ڿ���������늺����ӕr�����p�֞�2����A���_չ늺����ӣ��Ⱥ�ǰ��A�Σ��r�������λ���о�����5—15mm�IJ�λ���_ʼ������������Ӻ��p�������ʼ��̎����������L���ӟ�һ�������������p�����ƺ�ˮ���ˮ�r�����������늹�������������΄��������a���ܳ���ʩ�������ˮ�����̎��Խ5—15mm̎Ϣ���������A�εĺ���ȫ�^�����������ǰҪ���Ⱥ��ĺ���߅����늹¸���11mm֮�ϣ��Է��r���̤����r������M������δ����������������������ȱ�c�����
��һ�ӵ���λ��s���^��늺����ӵ���r�£��ɹܹܽ������^С��15%������Ɍ��I(y��)����늺������������Ȼ�ձز���늺���������







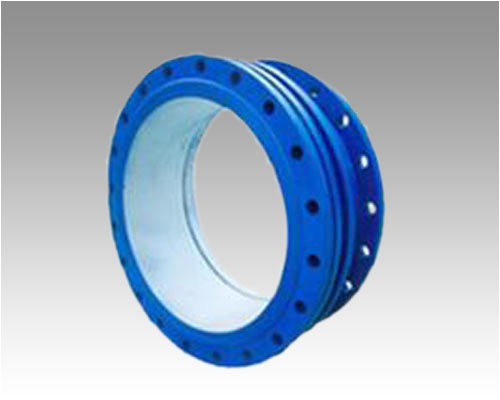
 ����s��ϵ�С�
����s��ϵ�С� ���������^ϵ�С�
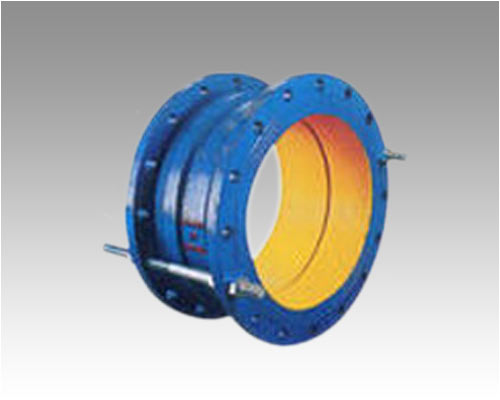
���������^ϵ�С� ����ˮ��ϵ�С�
����ˮ��ϵ�С� ���a����ϵ�С�
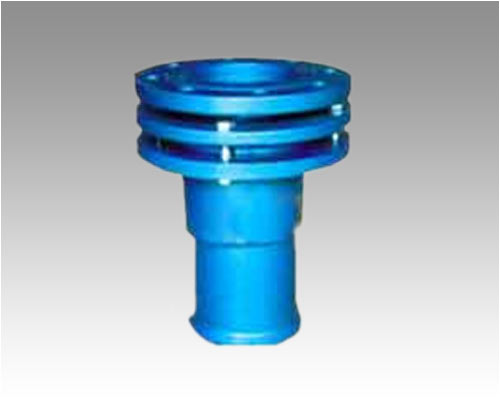
���a����ϵ�С� �����z���^ϵ�С�
�����z���^ϵ�С�
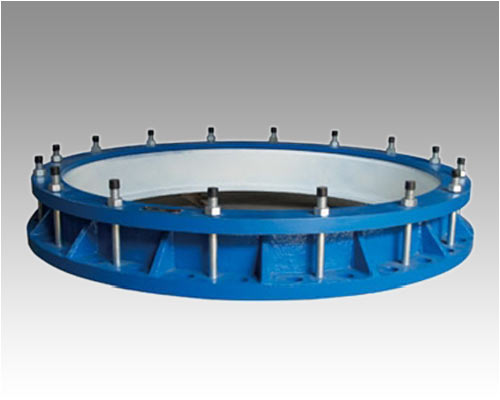





















![07FS02�������]��](/uploadfile/201609/2/1546244437.jpg)
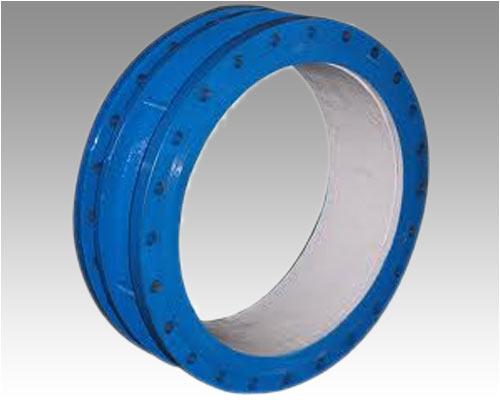
![07FS02�������]��](/uploadfile/201609/2/161266329.jpg)
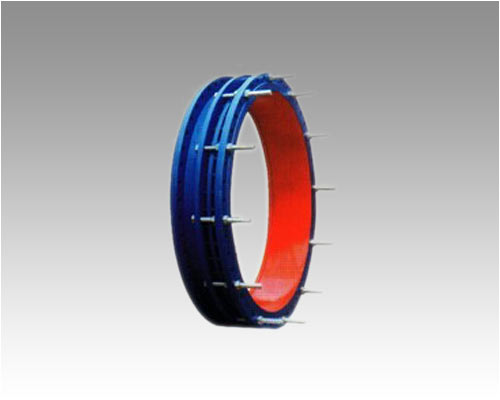
![�˷������Ҍ������]��](/uploadfile/201609/2/1616466125.jpg)





