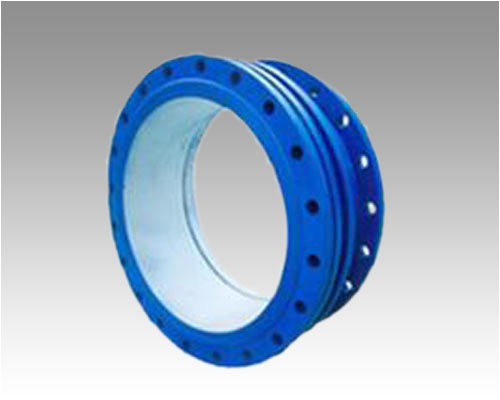
��h��s���^�ں���ǰ��μӟ���
���m��λ��s���^���\��ǰ���_չ����ǰ�ļӟᣬ�ǘ��܉� �������p���m��λ��s���^������ȫ�������������Ч�ܡ����N���_չ����ǰ�ӟ����r����ԓ��ô�_չ�������s���^�_չ����ǰ�ӟ�ĺ��Ӽ�����̓���ضȑ���Ҫ��ļӟ�ضȷ����������������Ӽ��ض�С����z�϶��ǣ����P䓰�ĵĺ��ӑ���ʼ��̎100�������ȼӟᵽ15�z��֮��������Б������g�ĺ��ӣ����_չ�����̎����������R���w��һ�ӵ��늺����ӕr�����������늺��������^����һ�Ȳ��P䓰���x�к���ǰ�ӟ�ͺ����̎��ض���������������̎��ضȲ��ɳ�����һ�Ȳ��P䓰�ĵ�����c�������{��䓺��ӵĺ����̎��ضȣ���С������ض��������p���m��λ��s���^����ǰ�ӟἰ�����̎��r�������_�y���ͼo���ض�������ضȜy���c��λ�úͿ�������Ч��������t��y�x�푪��Ӌ���z���_��������dz��������늺��������t�r�g�Ѻ۵IJ��P䓰�����������������_չ�����̎�����������������_չ�����̎��r���������ں����R�τ�Q�Ӝ���200-300�����������_չ���ᱣ���D���������Ӝط������c�����̎��Ҏ(gu��)��ͬ�ӡ�
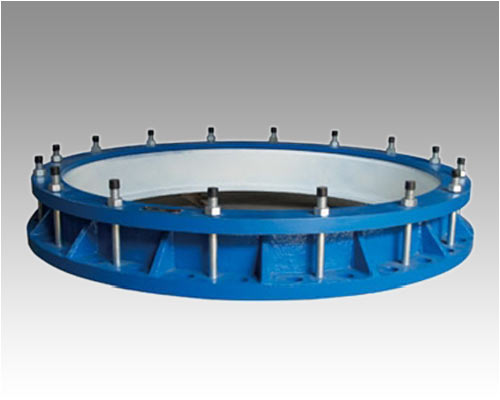
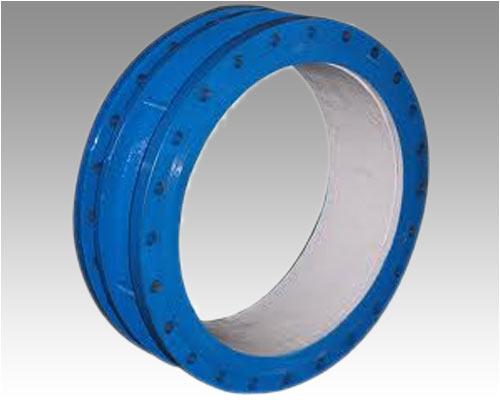
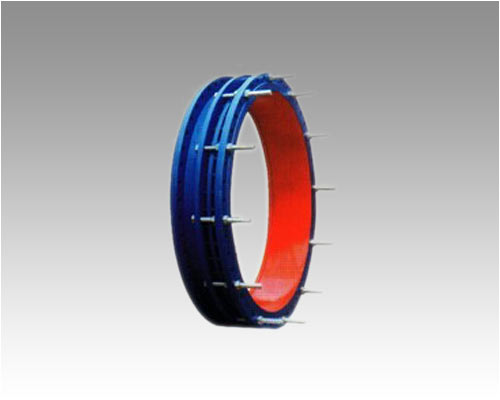
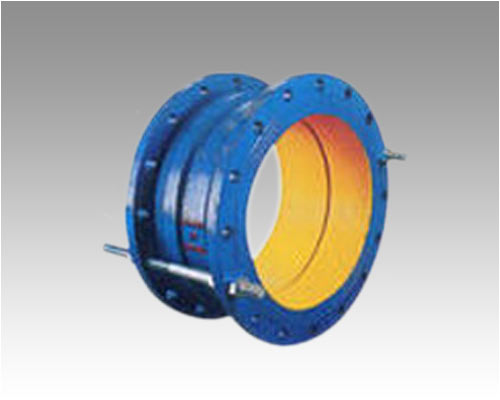
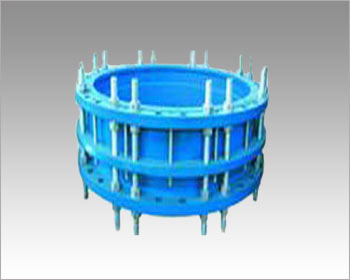
�p���m��λ��s���^�IJ��ϣ�
1.�p���m��λ��s���^�ķ�ˮ�ܺͷ��m�P��ԭ���Ϟ�20;��˨���Ϟ�35;�Ƅ�ϵ�y(t��ng)�ݽzԭ���Ϟ�2CR13������
���zȦԭ���ϣ����|��ԭ���͵Ķ������zI-2�����|��ˮҪ�ȶ��zIII-2�������
2.�����|��ԭ�����������e�Ŀ��ùܵ�����s���^����|������Pע���\��Q����
3.һ����r�°��bҎ(gu��)���L1��������B���^���õ�Ŀ�أ��е�ͨ���{��(ji��)L1�Ę�ֵ����������^�� ֱ���ɳ���1.5L1���
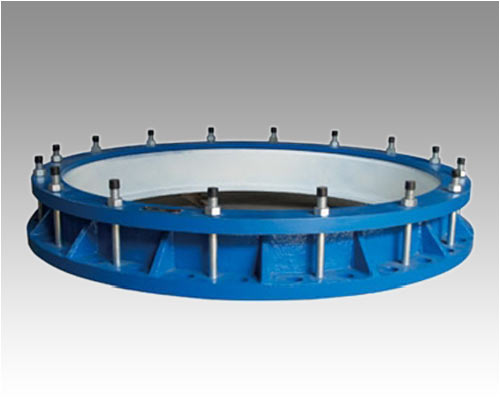
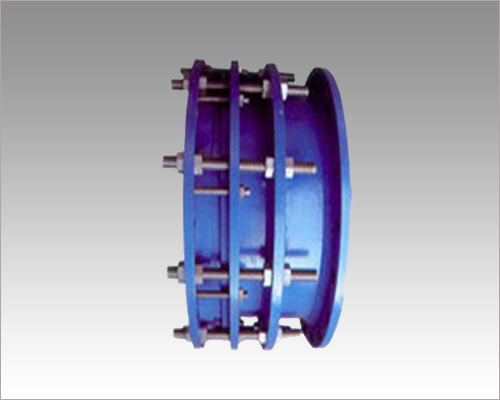
�p���m��λ��s���^���_չ����ԇ
1.DN65-150����Pm=2.2mpa�_չ���]��ԇ�;
2.DN200-400����Pm=1.5Cpa�_չ���]��ԇ�;







 ����s��ϵ�С�
����s��ϵ�С� ���������^ϵ�С�
���������^ϵ�С� ����ˮ��ϵ�С�
����ˮ��ϵ�С� ���a����ϵ�С�
���a����ϵ�С� �����z���^ϵ�С�
�����z���^ϵ�С�





















![07FS02�������]��](/uploadfile/201609/2/1546244437.jpg)
![07FS02�������]��](/uploadfile/201609/2/161266329.jpg)
![�˷������Ҍ������]��](/uploadfile/201609/2/1616466125.jpg)





