���Ćη��m��λ��s���l(f��)���Քn���}��ԭ����ʲô
��(d��o)�η��m��λ��s���Քn���}���w���F(xi��n)�����ׂ�(g��)���棺����
һ�������ģ�ߣ����M(j��n)�z��ģؐҪ�{(di��o)��(ji��)���M(j��n)�z�ڵij�ģ���������������nj�(du��)�Q���O(sh��)���M(j��n)�z�ڡ�ģؐ�����c(di��n)��λ��(y��ng)�������O(sh��)����sѭ�h(hu��n)ˮ���������_��ע��ģ�ߵ����䌦(du��)�����pС�Քn�����dz��õČ�(sh��)�HЧ����ȫ��ģؐ��(y��ng)�]��ë߅�Ҿ߂��iģ���]����������ܽ�(j��ng)���{�����������������ճ������ĥ���ϵij�ģ��
�����ע���O(sh��)�䣻���ϲ��������ע�ܙC(j��)�ݗU�������Óp�ı��^��(y��n)���������ע�뼰ԇ���r(sh��)��ĥ���Ϯa(ch��n)��©�������p���˳�ģ�����������������������(d��o)����ĥ���ϲ���������^�ܴ���^С��̫С�t�dz������������ϰ�ȫͨ�������ܴ�t��ʹ����С������ģ�a(ch��n)���D�y������
�������a(ch��n)��ˇ�������������ע�빤������������ԇ��������������������ע��r(sh��)�g��ᘌ�(du��)��ͨ�Դ�����z����{����(hu��)���ë߅������ӱM���ܜp��ģ�أ��p����Ͳǰ��κ͇��^�ض�������ʹ�M(j��n)����ģ����ĥ���������D(zhu��n)׃����������dz��������;ᘌ�(du��)��ճ�������z����(y��ng)������Ͳ�ض�����ʹ��ģ�dz�������������Քn�a(ch��n)�����M(j��n)�z�ڵ^(q��)�r(sh��)Ҫ����ԇ���r(sh��)�g��������ע�����ʿ����^��ݵ�ʹ��Ʒ�����������^�����(sh��)���Քn�����������Ʒ��(y��ng)����ģؐ�ض��������_���������;������Ʒ��(y��ng)����ģ���Լӿ���Ƥ�ĸɹ̶��Ρ�������Ʒ�ڽY(ji��)��(g��u)��(n��i)����ͣ���ĕr(sh��)�g������S�ք�Q�����a(ch��n)����������������ʽ�������z�Uǰ��α���һ���Ĝp���z�|�Ⱦ������ڽ����Քn��r���;��ܶȮa(ch��n)Ʒ��(y��ng)�M���ģ���ڿ՚��л��_ˮ���t����������������ʹ�Քn�����p���ֲ�Ӱ푵���(y��ng)�á�
�����ԭ���φ��}��ԭ���^ܛ�a(ch��n)�����ۣ���õ��k�����چη��m��λ��s��ע�ܼӹ�ȫ�^�������ӳɺ˄��Լ��ٽY(ji��)���w����
���ώ��r߀�ǿ���Σ���η��m��λ��s�����Ե�Ҫ������������a(ch��n)�������r��һ��Ҫ���Շ����ИI(y��)��(bi��o)��(zh��n)��(sh��)�������
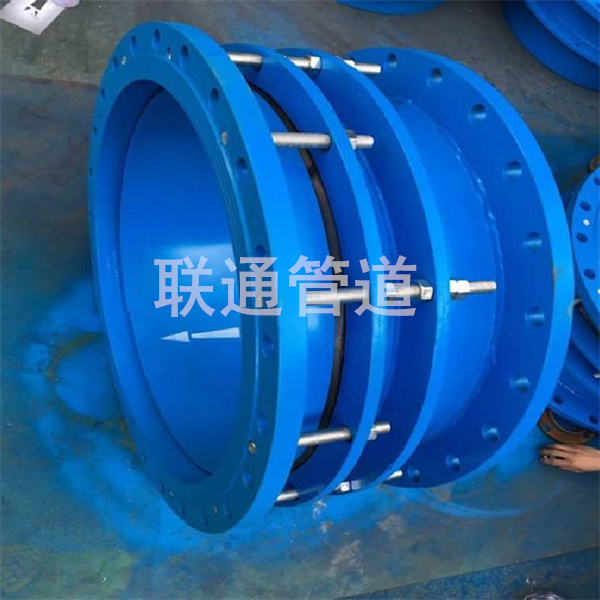
���x���g�[�����Ćη��m��λ��s�����a(ch��n)Ʒ��������x��(li��n)ͨ�ܵ��S�ڴ˸��x�V��͑������ҹ�˾�a(ch��n)Ʒ�Ĵ���֧������҃H������x��(li��n)ͨ�ܵ��Sȫ�w�T�����x���Ĺ��R�c���
������������߀��ʲô��̫����ĵط����������x��(li��n)ͨ�ܵ��S�����Ćη��m��λ��s�������g(sh��)����(w��)�Ԓ����15617617287 ��(li��n)ϵ�ˣ��� ����(j��ng)�� ������ֱ�Ӝ�ͨ����@ȡ����Ϣ����������_���x���������



 ����s��ϵ�С�
����s��ϵ�С� ���������^ϵ�С�
���������^ϵ�С� ����ˮ��ϵ�С�
����ˮ��ϵ�С� ���a(b��)����ϵ�С�
���a(b��)����ϵ�С� �����z���^ϵ�С�
�����z���^ϵ�С�